
热搜关键词:
昆山中央空调维修





为什么选择我们?
-
多服务网点
立足上海,服务全国
-
品牌服务中心
空调系统一站式服务
-
多年行业经验
整体方案设计定制策划
-
强大服务团队
24小时快速响应,为您提供专业服务
关于我们
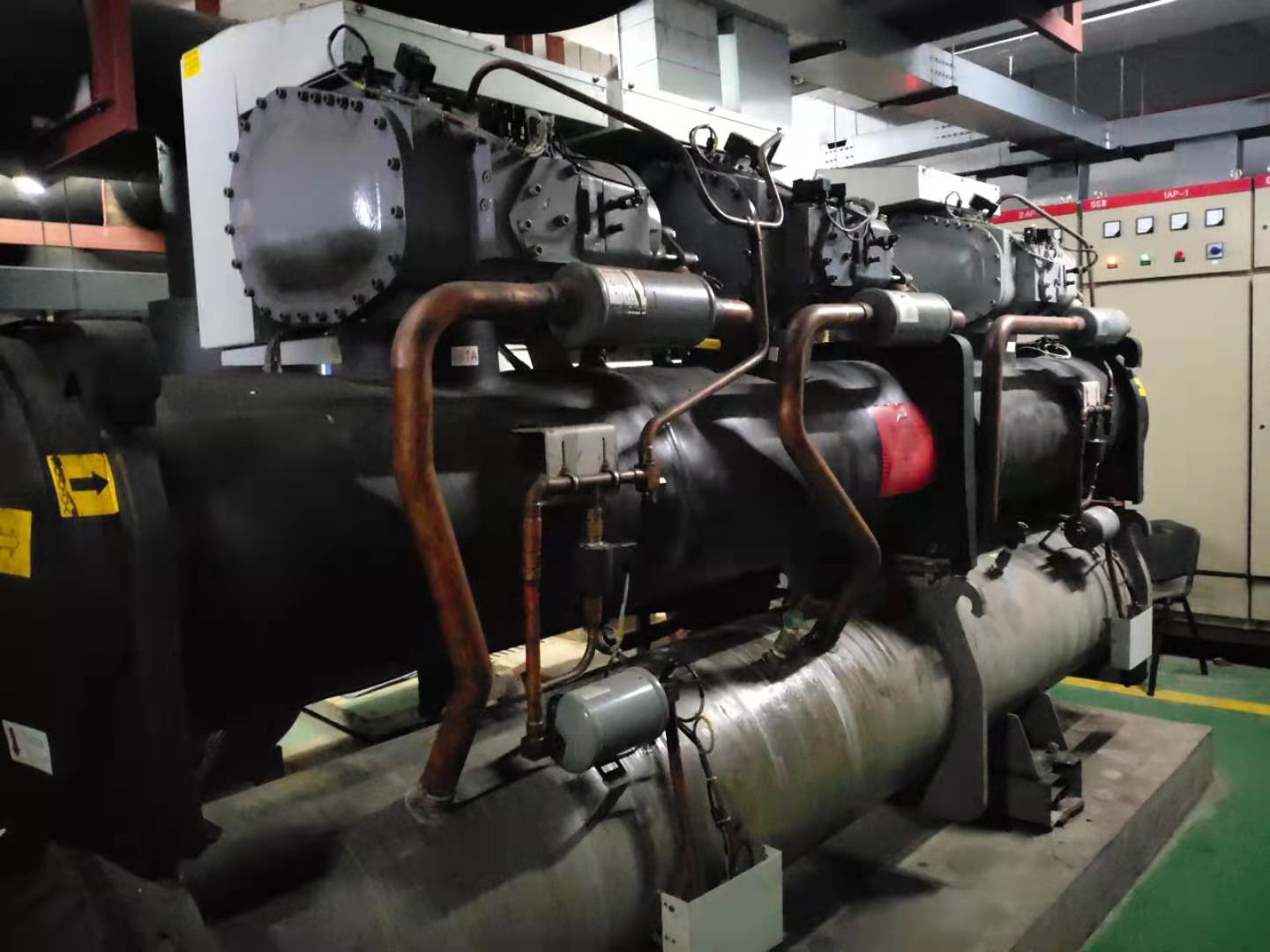
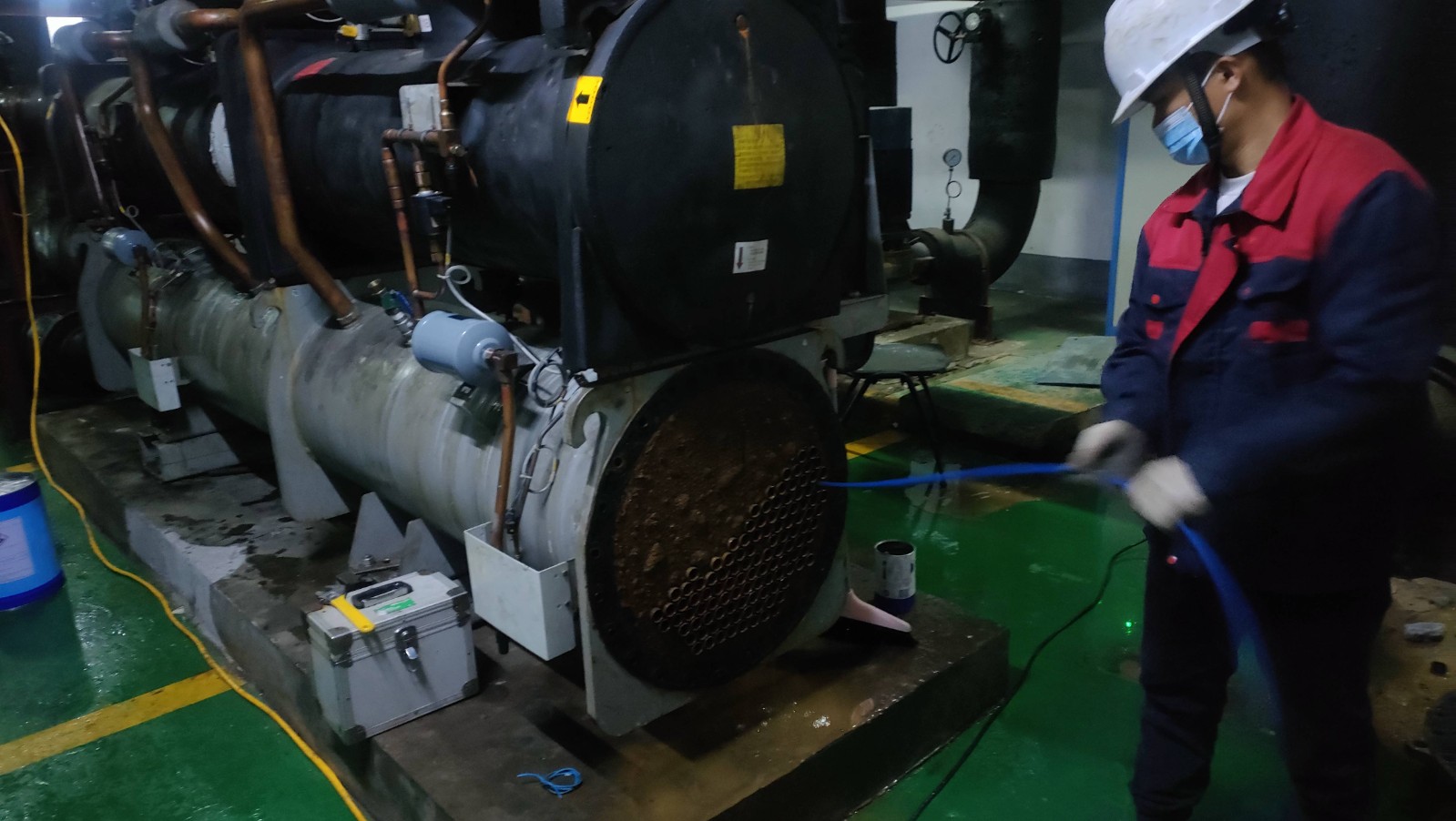
励惠志制冷设备有限公司是一家专业从事中央空调维护、维护、管道清洗和风道消毒的科技企业。公司不仅全面引进了国外先进的中央空调清洗设备,还拥有检测分析、工程规划、施工系统、工程报告等一整套严格的管理体系。,拥有一支成熟的专业施工队伍。随着人们对生活和工作环境要求的提高,南京普洛空调工程有限公司在竞争中发展迅速,在中国业务领域发展迅速,在上海、合肥、杭州等地设立了服务网点。目前,公司已成功与多家企业和部门建立了良好的合作关系。我们的使命是为您的建筑环境提供健康的“肺”。本着环保、自然、健康、和谐的服务理念。公司有两个核心竞争力部门:中央空调水质处理部门和维修部门。约克、特灵、大金、三菱重工、日立等空调可......




友情链接/Link
